-

沈阳鹏泰工业装备有限公司
主营:焊接机器人,机器人折弯,机器人码垛,机器人搬运,机器人焊接,机器人切割,机器人喷涂,自动焊接专机,电阻焊专机,焊接变位机,焊缝跟踪,自动化设备

沈阳鹏泰工业装备有限公司
主营:焊接机器人,机器人折弯,机器人码垛,机器人搬运,机器人焊接,机器人切割,机器人喷涂,自动焊接专机,电阻焊专机,焊接变位机,焊缝跟踪,自动化设备 14
14

球坐标型
与圆柱坐标结构相比较,这种结构形式更为灵活。但采用同一分辨率的码盘检测角位移时,伸缩关节的线位移分辨率恒定,但转动关节反映在末端操作器上的线位移分辨率则是个变量,增加了控制系统的复杂性.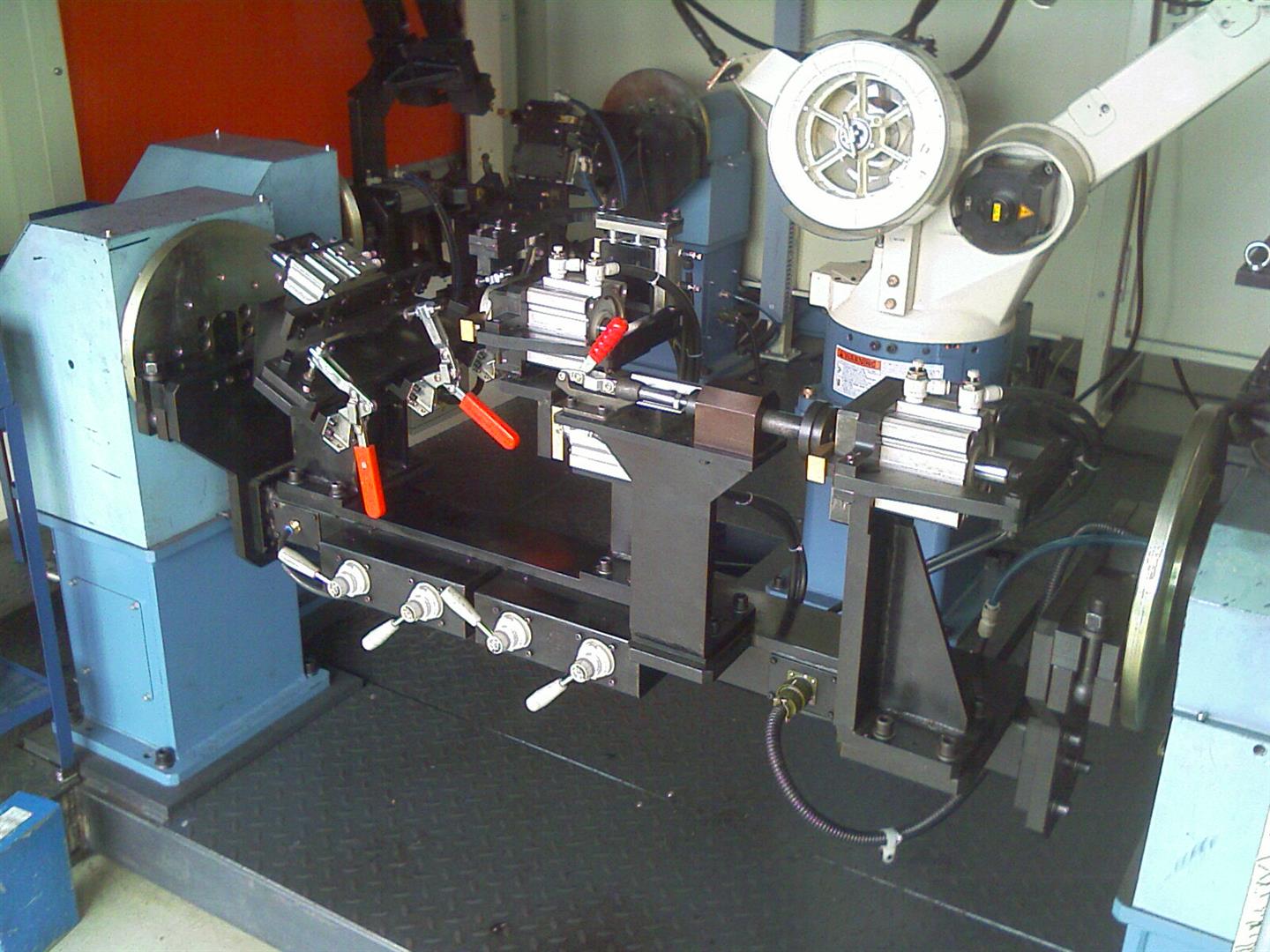
产品介绍
弧焊机器人的组成和原理与点焊机器人基本相同,中国在20世纪80年代中期研制出华宇-Ⅰ型弧焊机器人。一般的弧焊机器人是由示教盒、控制盘、机器人本体及自动送丝装置、焊接电源等部分组成。可以在计算机的控制下实现连续轨迹控制和点位控制。还可以利用直线插补和圆弧插补功能焊接由直线及圆弧所组成的空间焊缝。
性能特点
弧焊机器人主要有熔化较焊接作业和非熔化较焊接作业两种类型,具有可长期进行焊接作业、保证焊接作业的高生产率、高质量和高稳定性等特点。随着技术的发展,弧焊机器人人正向着智能化的方向发展。
1)D点位控制(PTP)型
机器人受控运动方式为自一个点位目标移向另一个点位目标,只在目标点上完成操作。要求机器人在目标点上有足够的定位精度,相邻目标点间的运动方式之一是各关节驱动机以快的速度趋近终点,各关节视其转角大小不同而到达终点有先有后:另一种运动方式是各关节同时趋近,由于各关节运动时间相同,所以角位移大的运动速度较高·点位控制型机器人主要用于点焊作业。 2)连续轨迹控制(CP)型
机器人各关节同时作受控运动,使机器人终端按预期的轨迹和速度运动,为此各关节控制系统需要实时获取驱动机的角位移和角速度信号。连续控制主要用于弧焊机器人。