-

沈阳鹏泰工业装备有限公司
主营:焊接机器人,机器人折弯,机器人码垛,机器人搬运,机器人焊接,机器人切割,机器人喷涂,自动焊接专机,电阻焊专机,焊接变位机,焊缝跟踪,自动化设备

沈阳鹏泰工业装备有限公司
主营:焊接机器人,机器人折弯,机器人码垛,机器人搬运,机器人焊接,机器人切割,机器人喷涂,自动焊接专机,电阻焊专机,焊接变位机,焊缝跟踪,自动化设备 15
15

球坐标型
与圆柱坐标结构相比较,这种结构形式更为灵活。但采用同一分辨率的码盘检测角位移时,伸缩关节的线位移分辨率恒定,但转动关节反映在末端操作器上的线位移分辨率则是个变量,增加了控制系统的复杂性.
由于机器人具有示教再现功能,完成一项焊接任务只需要人给机器人作一次示教,随后机器人可精确的再现示教的每一步操作。如果需要机器人去作另一项工作,*改变任何硬件,只要对机器人再作一次示教或编程即可,因此,在一条焊接机器人生产线上,可同时自动生产若不同产品。
由于弧焊工艺早己在诸多行业中得到普及,弧焊机器人在通用机械、金属结构等许多行业中得到广泛运用。 弧焊机器人是包括各种电弧焊附属装置在内的柔性焊接系统,而不只是一台以规划的速度和姿态携带焊枪移动的单机因而对其性能有着特殊的要求。在弧焊作业中,焊枪应跟踪工件的焊道运动.并不断填充金属形成焊缝。因此运动过程中速度的稳定性和轨迹精度是两项重要指标。一般情况下,焊接速度约取5~5“/轨迹精度约为±(0.2一0巧)mm。由于焊枪的姿态对焊缝质量也有一定影响,因此希望在跟踪焊道的同时,焊枪姿态的可调范围尽量大。其它一些基本性能要求如下所示: a)设定焊接条件(电流、电压、速度等): b)摆动功能 c)坡口煩充功能; d)焊接异常功能检测;
e)焊接传感器(起始焊点检测、焊道跟踪)的接口功能。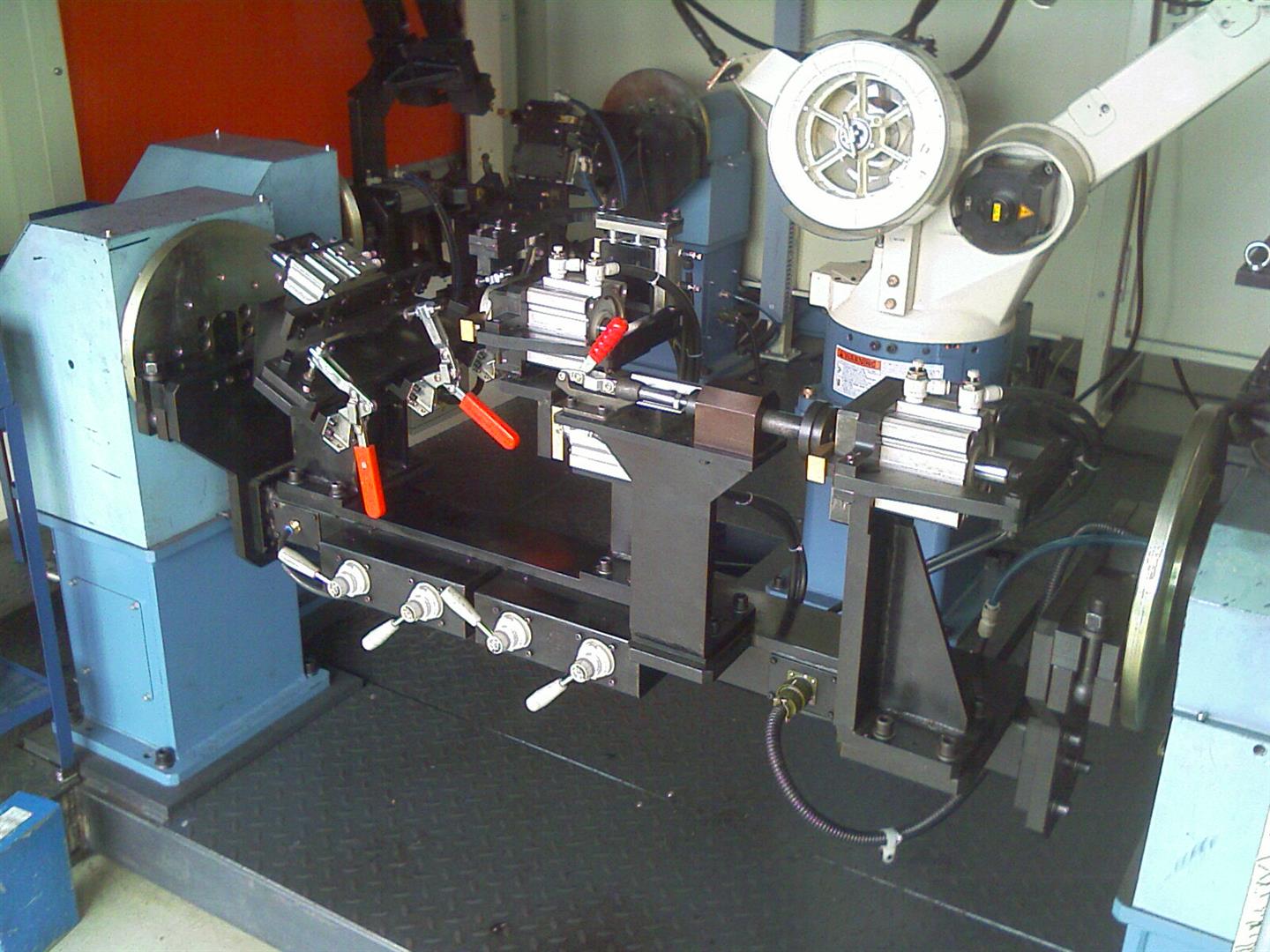
全关节型
全关节型,机器人的结构类似人的腰部和手部,其位置和姿态全部由旋转运动实现,如图2、4所示,其优点是机构紧凑,灵活性好,占地面积小,工作空间大,可获得较高的末端操作器线速度;其缺点是运动学模型复杂,高精度控制难度大,空间线位移分辨率取决于机器人手臂的位姿。目前焊接机器人大多采用全关节型的结构形式。