-

沈阳鹏泰工业装备有限公司
主营:焊接机器人,机器人折弯,机器人码垛,机器人搬运,机器人焊接,机器人切割,机器人喷涂,自动焊接专机,电阻焊专机,焊接变位机,焊缝跟踪,自动化设备

沈阳鹏泰工业装备有限公司
主营:焊接机器人,机器人折弯,机器人码垛,机器人搬运,机器人焊接,机器人切割,机器人喷涂,自动焊接专机,电阻焊专机,焊接变位机,焊缝跟踪,自动化设备 14
14
工业制造领域中应用较广泛的机器人是焊接机器人,特别是在汽车制造业中,机器人使用量约占全部工业机器人总量的30%,而其中的焊接机器人数量就占去50%左右。
产品介绍
弧焊机器人的组成和原理与点焊机器人基本相同,中国在20世纪80年代中期研制出华宇-Ⅰ型弧焊机器人。一般的弧焊机器人是由示教盒、控制盘、机器人本体及自动送丝装置、焊接电源等部分组成。可以在计算机的控制下实现连续轨迹控制和点位控制。还可以利用直线插补和圆弧插补功能焊接由直线及圆弧所组成的空间焊缝。
性能特点
弧焊机器人主要有熔化较焊接作业和非熔化较焊接作业两种类型,具有可长期进行焊接作业、保证焊接作业的高生产率、高质量和高稳定性等特点。随着技术的发展,弧焊机器人人正向着智能化的方向发展。
1)气压驱动
使用压力通常在0.4一0.6E可达lMPa.气压驱动的主要优点是气源方便(一般工厂都由压缩空气站供应压缩空气),驱动系统具有缓冲作用,结构简单,成本低,易于保养:主要缺点是功率质量比小,装置体积人,定位精度不高。气压驱动机器人适用于易燃、易爆和灰尘大的场合。 2)液压驱动
液压驱动系统的功率质量比大,驱动平稳,且系统的固有效率高、快速性好,同时液压驱动调速比较简单,能在很大范围内实现无级调速其主要缺点是易漏油,这不仅影响工作稳定性与定位精度,而且污染环境,液压系统需配备压力源及复杂的管路系统,因而成本也较高。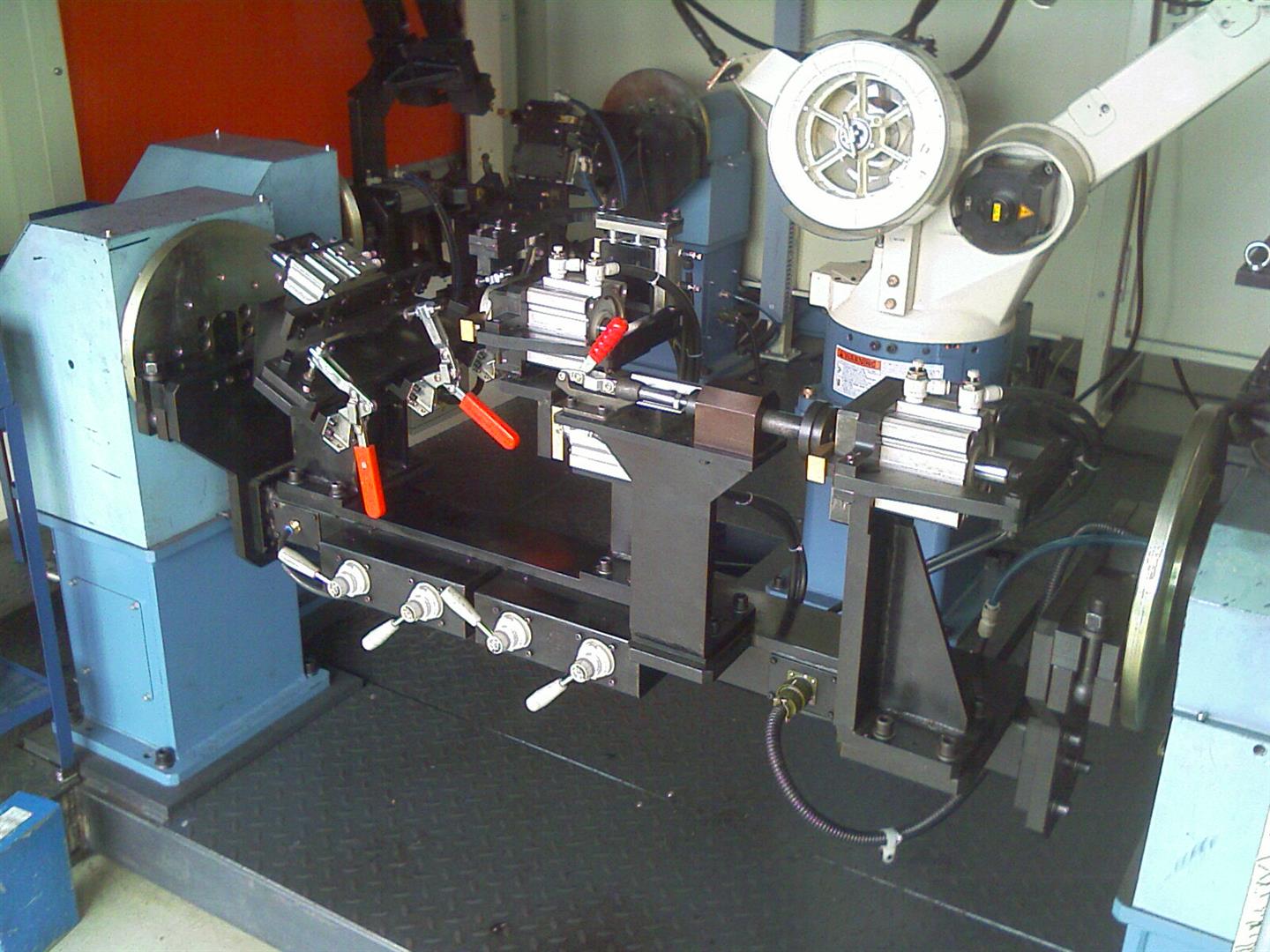
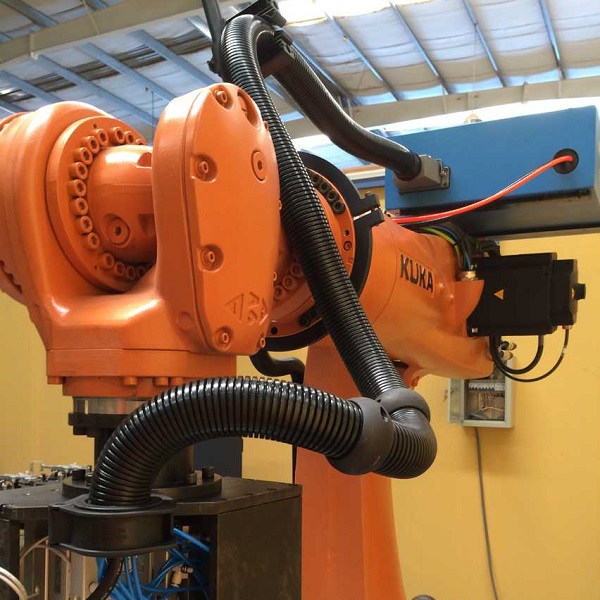
全关节型
全关节型,机器人的结构类似人的腰部和手部,其位置和姿态全部由旋转运动实现,如图2、4所示,其优点是机构紧凑,灵活性好,占地面积小,工作空间大,可获得较高的末端操作器线速度;其缺点是运动学模型复杂,高精度控制难度大,空间线位移分辨率取决于机器人手臂的位姿。目前焊接机器人大多采用全关节型的结构形式。