-

沈阳鹏泰工业装备有限公司
主营:焊接机器人,机器人折弯,机器人码垛,机器人搬运,机器人焊接,机器人切割,机器人喷涂,自动焊接专机,电阻焊专机,焊接变位机,焊缝跟踪,自动化设备

沈阳鹏泰工业装备有限公司
主营:焊接机器人,机器人折弯,机器人码垛,机器人搬运,机器人焊接,机器人切割,机器人喷涂,自动焊接专机,电阻焊专机,焊接变位机,焊缝跟踪,自动化设备 14
14
如果工件在整个焊接过程中*变位,就可以用夹具把工件定位在工作台面上,这种系统既是简单不过的了。但在实际生产中,更多的工件在焊接时需要变位,使焊缝处在较好的位置(姿态)下焊接。对于这种情况,变位机与机器人可以是分别运动,即变位机变位后机器人再焊接;也可以是同时运动,即变位机一边变位,机器人一边焊接,也就是常说的变位机与机器人协调运动。这时变位机的运动及机器人的运动复合,使焊枪相对于工件的运动既能满足焊缝轨迹又能满足焊接速度及焊枪姿态的要求。
本公司以“减少客户设备故障待机时间及备件库存,降低企业设备运行维护成本”为宗旨,秉承“开拓创新、追求、感动客户、服务社会”的思想理念,奉行“和谐、诚信、快速、共赢”的经营行为,坚持“质量,客户至上”的信条,始终致力于工业自动化领域的科技创新,为客户提供快捷、稳定的优质服务,为**和提高客户的生产自动化水平与效率贡献力量。
公司竭力推崇现代企业管理理念,产品全部按照ISO国际质量认证体系标准进行设计、生产、组装和检测。我们公司拥有现代化一体生产组装车间和专门的研发实验中心。在生产的过程中,公司实行6S管理,生产流程实行优化控制,质量方针实行一票否决制。我们的生产车间拥有先进的大型立式车床、卧式车床、刨床、镗床、磨床、铣床及数控机床等,加工、制造实力雄厚。
公司竭力推崇现代企业管理理念,产品全部按照ISO国际质量认证体系标准进行设计、生产、组装和检测。我们公司拥有现代化一体生产组装车间和专门的研发实验中心。在生产的过程中,公司实行6S管理,生产流程实行优化控制,质量方针实行一票否决制。我们的生产车间拥有先进的大型立式车床、卧式车床、刨床、镗床、磨床、铣床及数控机床等,加工、制造实力雄厚。
我公司目前主要从事汽车零部件行业及其他行业的自动装配设备、机器人系统工程,焊接专机以及检测设备等一系列自动化工程的研发与制造。我公司拥有一支专业的技术队伍,各工程师均有多年的**业工作经验。所以我公司可根据客户的实际要求量身定做各种非标的设备以及对现有设备的改良。还可以协助客户进行新产品的开发以及工艺的改善,确保产品制程的合理性。
凭借多年积累的宝贵经验,鹏泰公司能够帮助您的企业实现成功。我们以工程实践为基础,加上丰富的行业经验和专业技术以及应用实例,可以帮助您的企业部署各种自动化技术,以提高整个工厂的水平。无论是单独应用还是整套生产流程,鹏泰都能够为您提供所需的解决方案来提高工厂生产效率。
公司竭力推崇现代企业管理理念,产品全部按照ISO国际质量认证体系标准进行设计、生产、组装和检测。我们公司拥有现代化一体生产组装车间和专门的研发实验中心。在生产的过程中,公司实行6S管理,生产流程实行优化控制,质量方针实行一票否决制。我们的生产车间拥有先进的大型立式车床、卧式车床、刨床、镗床、磨床、铣床及数控机床等,加工、制造实力雄厚。
电伺服点焊钳具有如下优点:
1)每个焊点的焊接周期可大幅度降低,因为焊钳的张开程度是由机器人精确控制的,机器人在点与点之间的移动过程、焊钳就可以开始闭合;而焊完一点后,焊钳一边张开,机器人就可以一边位移,不必等机器人到位后焊钳才闭合或焊钳完全张开后机器人再移动;
2)焊钳张开度可以根据工件的情况任意调整,只要不发生碰撞或干涉尽可能减少张开度,以节省焊钳开度,以节省焊钳开合所占的时间。
3)焊钳闭合加压时,不仅压力大小可以调节,而且在闭合时两电极是轻轻闭合,减少撞击变形和噪声。
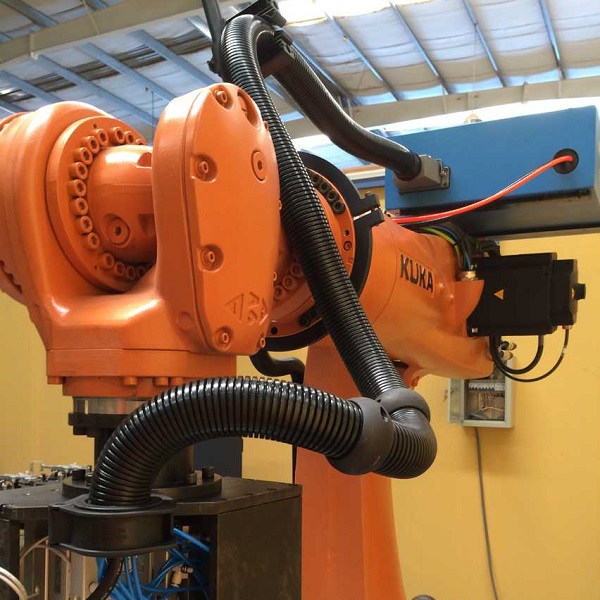
点焊机器人的焊接装备,由于采用了一体化焊钳,焊接变压器装在焊钳后面,所以变压器必须尽量小型化。对于容量较小的变压器可以用50Hz工频交流,而对于容量较大的变压器,已经开始采用逆变技术把50Hz工频交流变为600~700Hz交流,使变压器的体积减少、减轻。变压后可以直接用600~700Hz交流电焊接,也可以再进行二次整流,用直流电焊接。焊接参数由定时器调节,参见图1b。新型定时器已经微机化,因此机器人控制柜可以直接控制定时器,*另配接口。点焊机器人的焊钳,通常用气动的焊钳,气动焊钳两个电极之间的开口度一般只有两级冲程。而且电极压力一旦调定后是不能随意变化的。近年来出现一种新的电伺服点焊钳,如图4所示。焊钳的张开和闭合由伺服电机驱动,码盘反馈,使这种焊钳的张开度可以根据实际需要任意选定并预置。而且电极间的压紧力也可以无级调节。