-

沈阳鹏泰工业装备有限公司
主营:焊接机器人,机器人折弯,机器人码垛,机器人搬运,机器人焊接,机器人切割,机器人喷涂,自动焊接专机,电阻焊专机,焊接变位机,焊缝跟踪,自动化设备

沈阳鹏泰工业装备有限公司
主营:焊接机器人,机器人折弯,机器人码垛,机器人搬运,机器人焊接,机器人切割,机器人喷涂,自动焊接专机,电阻焊专机,焊接变位机,焊缝跟踪,自动化设备 15
15
汽车制造的批量化、高效率和对产品质量一致性的要求,使焊接机器人在汽车焊接中获得大量应用。汽车制造中的机器人自动焊接所占比重也**过建筑、造船、钢结构等其它行业,这也反映出汽车焊接生产所具有的自动化、柔性化、集成化的制造特征。焊接机器人是焊接自动化的革命性进步,它突破了焊接刚性自动化的传统方式,开拓了一种柔性自动化生产方式。刚性自动化生产设备通常都是的,只适用于中、大批量的自动化生产,因而在很长一段时期内中、小批量产品的焊接生产中,仍然以手工焊接为主要的焊接方式,而焊接机器人的出现,使小批量产品自动化焊接生产成为可能。
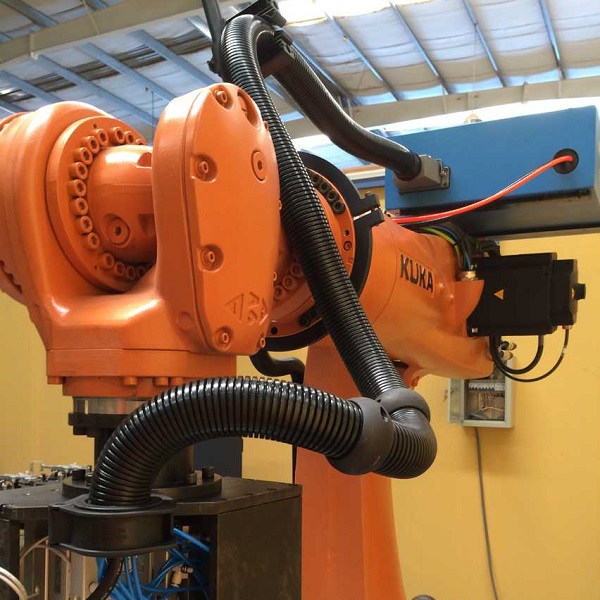
球坐标型
与圆柱坐标结构相比较,这种结构形式更为灵活。但采用同一分辨率的码盘检测角位移时,伸缩关节的线位移分辨率恒定,但转动关节反映在末端操作器上的线位移分辨率则是个变量,增加了控制系统的复杂性.
焊接是现代机械制造业中必不可少的一种加工工艺方法,在汽车制造、工程机械、摩托车等行业中占有重要的地位。过去采用人工操作焊接加工是一项繁重的工作, 随着许多焊接结构件的焊接精度和速度要求越来越高,一般工人已难以胜任这一工作。此外,焊接时的电弧、火花及烟雾等对人体会造成伤害,焊接制造工艺的复杂性、劳动强度、产品质量、批量等要求,使得焊接工艺对于自动化、机械化的要求较为迫切,实现机器人自动焊接代替人工操作焊接成为几代焊接人的理想和追求目标。
1)D点位控制(PTP)型
机器人受控运动方式为自一个点位目标移向另一个点位目标,只在目标点上完成操作。要求机器人在目标点上有足够的定位精度,相邻目标点间的运动方式之一是各关节驱动机以快的速度趋近终点,各关节视其转角大小不同而到达终点有先有后:另一种运动方式是各关节同时趋近,由于各关节运动时间相同,所以角位移大的运动速度较高·点位控制型机器人主要用于点焊作业。 2)连续轨迹控制(CP)型
机器人各关节同时作受控运动,使机器人终端按预期的轨迹和速度运动,为此各关节控制系统需要实时获取驱动机的角位移和角速度信号。连续控制主要用于弧焊机器人。