-

沈阳鹏泰工业装备有限公司
主营:焊接机器人,机器人折弯,机器人码垛,机器人搬运,机器人焊接,机器人切割,机器人喷涂,自动焊接专机,电阻焊专机,焊接变位机,焊缝跟踪,自动化设备

沈阳鹏泰工业装备有限公司
主营:焊接机器人,机器人折弯,机器人码垛,机器人搬运,机器人焊接,机器人切割,机器人喷涂,自动焊接专机,电阻焊专机,焊接变位机,焊缝跟踪,自动化设备 14
14

弧焊机器人
型号:SF6-K1492
弧焊机器人性能参数:
活动半径:1492mm
重复精度:±0.08mm
机器人本体重量:165KG
机器人高度:1369mm
机器人底座尺寸为384*384mm
关节数:6轴
弧焊机器人
全轴采用AC伺服电机驱动,较其节能,运行稳定。响应快
工作环境:95%RH以下(无结露)
手部负载:6KG
应用场景:弧焊、搬运、上下料
机器人本体重量165Kg驱动方式使用AC伺服电机驱动环境湿度95%RH以下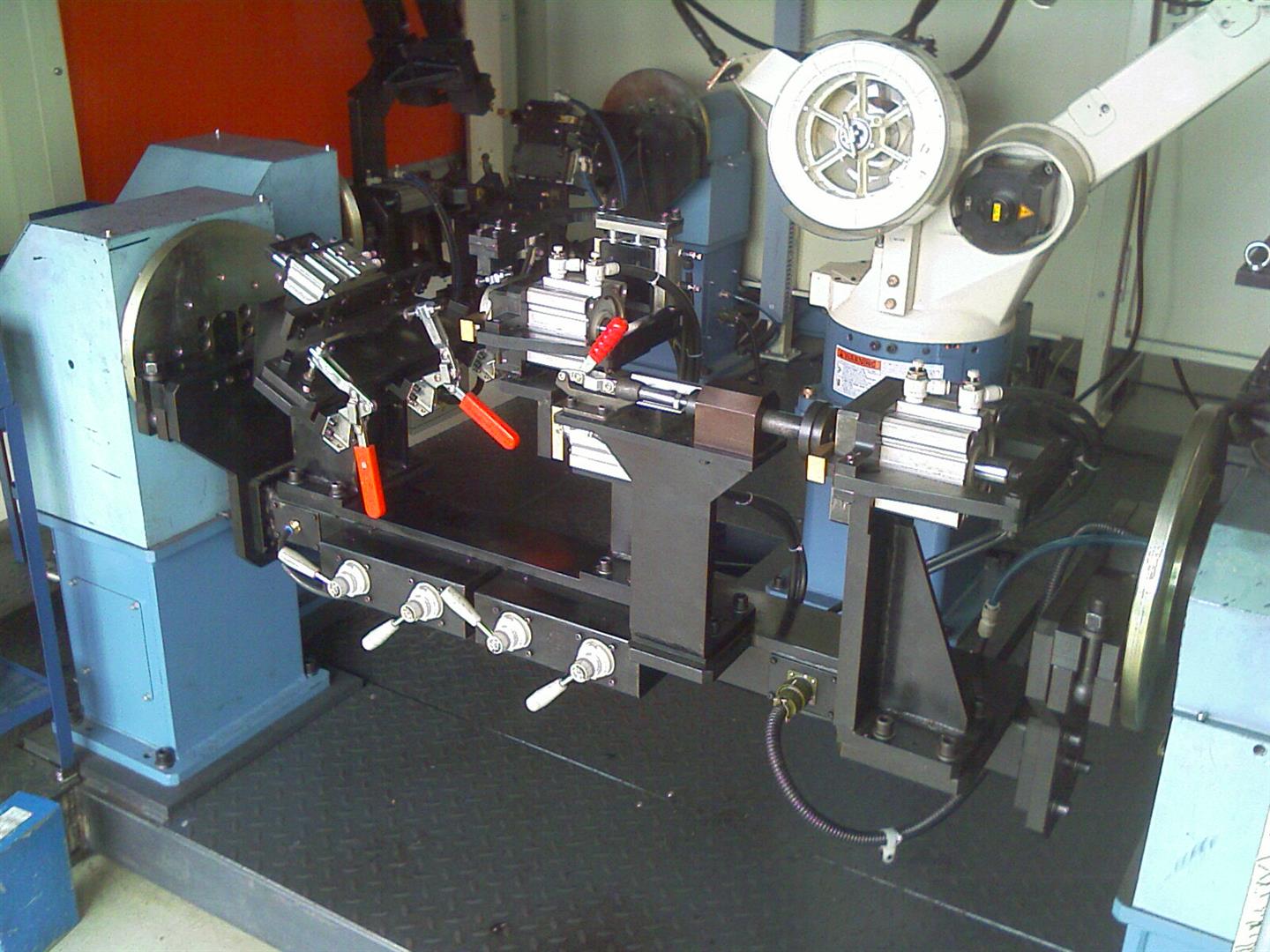
焊接是现代机械制造业中必不可少的一种加工工艺方法,在汽车制造、工程机械、摩托车等行业中占有重要的地位。过去采用人工操作焊接加工是一项繁重的工作, 随着许多焊接结构件的焊接精度和速度要求越来越高,一般工人已难以胜任这一工作。此外,焊接时的电弧、火花及烟雾等对人体会造成伤害,焊接制造工艺的复杂性、劳动强度、产品质量、批量等要求,使得焊接工艺对于自动化、机械化的要求较为迫切,实现机器人自动焊接代替人工操作焊接成为几代焊接人的理想和追求目标。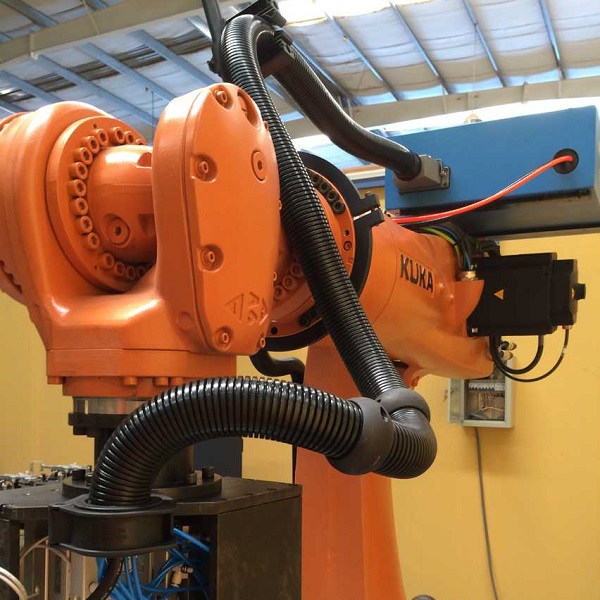
汽车工业是点焊机器人系统一个典型的应用领域,在装配每台汽车车体时,大约60%的焊点是由机器人完成。初点焊机器人只用于增强焊作业(往己拼接好的工件上增加焊点),后来为了保证拼接精度,又让机器人完成定位焊作业。这样,点焊机器人逐渐被要求有更全的作业性能,具体来说有: a)安装面积小,工作空间大:
b)快速完成小节距的多点定位(例如每0·3~0.4s移动30一50灬节距后定位); c)定位精度高(士0·25灬)以确保焊接质量 d)持重大(50、1佣),以便携带内装变压器的焊钳; e)内存容量达,示教简单,节省工时;
f)点焊速度与生产线速度相匹配,同时安全可靠性好。
1)D点位控制(PTP)型
机器人受控运动方式为自一个点位目标移向另一个点位目标,只在目标点上完成操作。要求机器人在目标点上有足够的定位精度,相邻目标点间的运动方式之一是各关节驱动机以快的速度趋近终点,各关节视其转角大小不同而到达终点有先有后:另一种运动方式是各关节同时趋近,由于各关节运动时间相同,所以角位移大的运动速度较高·点位控制型机器人主要用于点焊作业。 2)连续轨迹控制(CP)型
机器人各关节同时作受控运动,使机器人终端按预期的轨迹和速度运动,为此各关节控制系统需要实时获取驱动机的角位移和角速度信号。连续控制主要用于弧焊机器人。