-

沈阳鹏泰工业装备有限公司
主营:焊接机器人,机器人折弯,机器人码垛,机器人搬运,机器人焊接,机器人切割,机器人喷涂,自动焊接专机,电阻焊专机,焊接变位机,焊缝跟踪,自动化设备

沈阳鹏泰工业装备有限公司
主营:焊接机器人,机器人折弯,机器人码垛,机器人搬运,机器人焊接,机器人切割,机器人喷涂,自动焊接专机,电阻焊专机,焊接变位机,焊缝跟踪,自动化设备 15
15
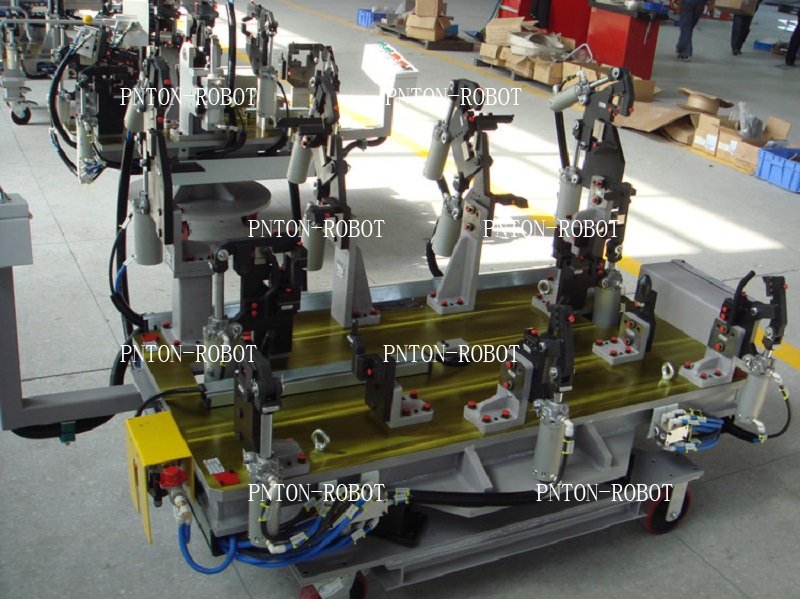
工作站(单元)
如果工件在整个焊接过程中*变位,就可以用夹具把工件定位在工作台面上,这种系统既是简单不过的了。但在实际生产中,更多的工件在焊接时需要变位,使焊缝处在较好的位置(姿态)下焊接。对于这种情况,变位机与机器人可以是分别运动,即变位机变位后机器人再焊接;也可以是同时运动,即变位机一边变位,机器人一边焊接,也就是常说的变位机与机器人协调运动。这时变位机的运动及机器人的运动复合,使焊枪相对于工件的运动既能满足焊缝轨迹又能满足焊接速度及焊枪姿态的要求。实际上这时变位机的轴已成为机器人的组成部分,这种焊接机器人系统可以多达7-20个轴,或更多。的机器人控制柜可以是两台机器人的组合作12个轴协调运动。其中一台是焊接机器人、另一台是搬运机器人作变位机用。
本公司以“减少客户设备故障待机时间及备件库存,降低企业设备运行维护成本”为宗旨,秉承“开拓创新、追求、感动客户、服务社会”的思想理念,奉行“和谐、诚信、快速、共赢”的经营行为,坚持“质量,客户至上”的信条,始终致力于工业自动化领域的科技创新,为客户提供快捷、稳定的优质服务,为**和提高客户的生产自动化水平与效率贡献力量。
公司竭力推崇现代企业管理理念,产品全部按照ISO国际质量认证体系标准进行设计、生产、组装和检测。我们公司拥有现代化一体生产组装车间和专门的研发实验中心。在生产的过程中,公司实行6S管理,生产流程实行优化控制,质量方针实行一票否决制。我们的生产车间拥有先进的大型立式车床、卧式车床、刨床、镗床、磨床、铣床及数控机床等,加工、制造实力雄厚。
点焊对焊接机器人的要求不是很高。因为点焊只需点位控制,至于焊钳在点与点之间的移动轨迹没有严格要求,这也是机器人早只能用于点焊的原因。点焊用机器人不仅要有足够的负载能力,而且在点与点之间移位时速度要快捷,动作要平稳,定位要准确,以减少移位的时间,提高工作效率。点焊机器人需要有多大的负载能力,取决于所用的焊钳形式。对于用与变压器分离的焊钳,30~45kg负载的机器人就足够了。但是,这种焊钳一方面由于二次电缆线长,电能损耗大,也不利于机器人将焊钳伸入工件内部焊接;另一方面电缆线随机器人运动而不停摆动,电缆的损坏较快。因此,目前逐渐增多采用一体式焊钳。这种焊钳连同变压器质量在70kg左右。考虑到机器人要有足够的负载能力,能以较大的加速度将焊钳送到空间位置进行焊接,一般都选用100~150kg负载的重型机器人。为了适应连续点焊时焊钳短距离快速移位的要求。新的重型机器人增加了可在0.3s内完成50mm位移的功能。这对电机的性能,微机的运算速度和算法都提出更高的要求。
**生产的焊接用机器人基本上都属关节机器人,绝大部分有6个轴。其中,1、2、3轴可将末端工具送到不同的空间位置,而4、5、6轴解决工具姿态的不同要求。焊接机器人本体的机械结构主要有两种形式:一种为平行四边形结构,一种为侧置式(摆式)结构,如图2a、b所示。侧置式(摆式)结构的主要优点是上、下臂的活动范围大,使机器人的工作空间几乎能达一个球体。因此,这种机器人可倒挂在机架上工作,以节省占地面积,方便地面物件的流动。但是这种侧置式机器人,2、3轴为悬臂结构,降低机器人的刚度,一般适用于负载较小的机器人,用于电弧焊、切割或喷涂。平行四边形机器人其上臂是通过一根拉杆驱动的。拉杆与下臂组成一个平行四边形的两条边。故而得名。早期开发的平行四边形机器人工作空间比较小(局限于机器人的前部),难以倒挂工作。但80年代后期以来开发的新型平行四边形机器人(平行机器人),已能把工作空间扩大到机器人的**部、背部及底部,又没有测置式机器人的刚度问题,从而得到普遍的重视。这种结构不仅适合于轻型也适合于重型机器人。近年来点焊用机器人(负载100~150kg)大多选用平行四边形结构形式的机器人。